互调产生的原因
随着移动通信的飞速发展,对接收系统的灵敏度要求日益提高,使得同一传输信道内可能存在很多不同频率的信号,如果传输线或连接传输线的射频无源器件特性不良,就可能使不同频率之间产生无源交调(Passive intermodulation/PIM),结果使有效传输信号发生畸变,产生噪声和杂波,影响信号传输速率。
在移动通信系统CDMA800、GSM900、GSM1800、3G、WLAN、传呼台等蜂窝基站上,或者室内分布系统中,由于传输Tx功率较大,因为系统是双工的,即多载波发射通道同时也是接收通道,所以要求相当严格。这些系统中要用到双工器、合路器、功分器、耦合器等常规无源器件,这些无源器件通常采用7一16 ( L29 ) 、N、EIA等射频同轴连接器。在一个理想的线性传输系统内,其输出相对于输入是成正比的。实际上非线性变化在射频无源器件中是不可避免的,只是因载波信号较小时非线性产生的无源互调产物引起的噪声不大而不引起人们的注意,但当载波信号大于30dBm时,这种交调影响就比较明显了。
信号在线性系统的传输,特性是成比例线性变化的(如图一),而在非线性系统的传输特性是按指数规律变化的(如图二)。从图二可明显地看出,正半周的幅度大于负半周的幅度,该波形的特性与原有信号相比已发生了质的变化,它是由原来的基波和相应的谐波叠加而成,这些谐波将同传输线上的其它载波进行互调。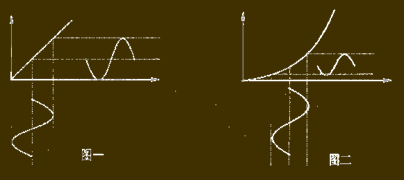
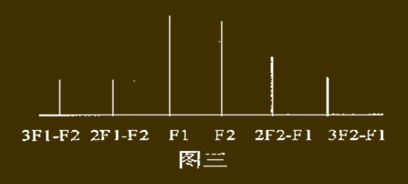
这一交调的结果就产生了一些额外的频率,即交调生成物,如图三中的2F1一F2、2F2一F1、3Fl一F2、 3F2一Fl等。当这些交调生成物在传输线中足够大时,就会象载波一样的传输线中传输而占用有效的信号通道。
除非线性因素外,在同轴连接器中生成无源交调的还有以下几个方面的原因。
(1)金属零件电镀过程中未清洗干净的电镀溶液。
(2)镀层导电性不好,镀层厚度、致密度不够。
(3)表面锈蚀。
(4)中心接触件的不同金属材料。
(5)信通道内的磁线材料。
(6)较低的接触点正压力。
(7)表面粗糙度大。
(8)器件腔体内的碎屑和灰尘。
(9)螺旋状的信号通道。
(10)焊点要少,不能虚焊,焊点要圆、亮,至少要平滑。
互调研究动态
无源交调并不是最近才发现的,实际上人们早就知道射频无源器件里会出现无源交调,但为什么现在才重视这个指标呢?我们说主要是无源互调不象其它指标那么直观或容易捕捉得到,在一些场合它是相对可以忽略不计的,或者说其影响是很小的。可以说传输功率的大小确定了相应交调的界限,因此交调大多是在蜂窝大功率系统里才引起人们的注意,例如这些系统中用的7一16和N型连接器,都用无源器件。
蜂窝系统中的无源交调的影响
对于蜂窝系统的服务需求来说,最初人们关心的只是传输的频道效率和清晰度。随着技术的不断发展和市场竞争的需要,高可靠大容量的传送设备己成为发展的主流。这一趋势的潜在障碍就是无源交调,在这种情况下如果无源器件交调性能不好,就可能出现较差的呼叫质量。
电缆装接方式与无源交调
焊接与压接是最好的电缆装接方式,它能使电缆与连接器之间产生 360°的点接触。这样紧密的接触保证了整个接触性能,因而改善了无源交调特性。连接器内导体最好直接焊到电缆芯线上,这样比压接好,不仅可减小接触电阻,而且消除了连接间隙。
无源交调与频率的关系
由于同轴连接器是宽带元件,没有频率依赖性,因此,无源交调也无频率依赖性,其影响程度仅与信道传输功率大小有关,与频率无关。
无源交调的测试
无源交调的测试方法仍在研究之中,目前有SUMMITEC权威性的标准测试方案,JOINTCOM也在研究。
互调的解决办法
无源交调的解决办法
针对上述无源交调产生的原因,在无源器件设计和制造中应采取以下措施。
1)从电镀角度考虑,为降低无源交调,减少接触电阻,最好采用镀银层,厚度应在6um以上,镀层应无杂质且必须用铬酸盐钝化,这就是 7-16 或 N 型大功率产品镀银的原因。 但镀银层易变色的问题在某些场合要慎重考虑。镀金也是较好的选择,但成本较高。镀铜是比较好的选择。
2)在产品结构设计方面尽避免出现阻抗不连续性,尽可能保持一致的特性阻抗,减小非线性因素。
3)滤波器类谐振器阻抗最好在77ohm.
4)选择导电率高的材料,如铜及其合金,避免采用不锈钢或其它含磁性材料,即便要用导磁率应小于2.0。
5)提高表面加工质量,一般表面粗糙度应在0.4um以下。并且不得有凹坑,碎屑等杂物。
6)导电体表面不得有斑点和锈蚀。
7)选择良好的弹性材料,进行精细加工和真空热处理,以保证接触件在 500 次插拔过程中具有稳定可靠的接触正压力和较小的接触电阻。
8)避免不同金属,特别是彼此之间可能产生电动势耦合的不相容金属互相结合,防止产生电化学腐蚀
9)电缆连接器内导体与电缆芯线之连接应采用焊接方式,不宜采用压接方式。
滤波器类器件互调解决办法
滤波器类器件互调测试有两种:REV、FWD。
从滤波器类器件的特点来看,主要由以下几类零件组成:腔体、谐振杆、盖板、螺杆、飞杆、飞杆头、飞杆座、固定螺钉等。
从前面分析的原因来看,解决互调需要重点注意以下几个方面:1)腔体、盖板、谐振杆、飞杆、飞杆头镀银厚度要大于6μ,镀银致密,电镀液要清洗干净,螺杆因为调试,镀银至少要2μ;2)带抽头的谐振杆,非常关键,可以先焊接再镀银,镀银再焊接,对焊接要求高很多,这里需要焊接完后把松香用酒精清理干净,可是镀银器件用酒精清洗后容易发黄,对互调也有影响;3)带抽头的谐振杆与连接器的焊接(当然连接器的互调要很好),焊接完后要把焊点清理干净,做清理工作比较麻烦;4)调试,调试过程中,来回反复的锁紧螺杆,容易把螺杆与盖板间摩擦的碎屑容易掉进腔体里,对互调影响大,建议尽量少的反复锁紧螺杆;5)飞杆与飞杆头需要焊接,螺纹部分建议有焊锡焊完。
目前滤波器类器件存在的问题:
1)互调不过后没有明确的措施,只是通过简单的超声波大面积清洗;
2)焊接点(谐振杆焊接点、连接器焊接点)没有清洗,有明显的松香及残渣,即使超声波清洗后依然存在完好;
3)焊接后的谐振杆发黄;
4)飞杆(容性、感性)焊接后没有清洗,有松香及黑色污垢;
5)大面积清洗后腔体底部边缘出现黑色,预计与镀银溶液没有清洗干净有关;
6)调试过程中反复锁紧螺杆,复调过程中也出现这种情况。
对目前互调情况的几点建议:
1)对腔体、盖板、谐振杆、飞杆、飞杆头、螺杆的镀银厚度与致密度加以控制;
2)装配中注意所有焊接点的清洁,用少量酒精的棉球清除松香,焊接点尽量少画痕;
3)大面积的清洗时间不要过长,因为焊接点部分是很难通过超声波大面积清洗干净的,可以在焊接点先做清洁,最后在大面积清洗;
4)操作中带白纱手套;
5)在抽头弯形时,镀银的铜线要注意保护,不应该出现画伤表面的镀银;
6)初调中尽量少来回锁紧螺杆,复调中尽量不调螺杆。
腔体耦合器类互调注意焊接点的问题,零件镀银满足要求,互调比较容易解决;腔体功分器没有焊接点,互调更好解决
微带类器件互调除了注意滤波器类器件的问题,还有与微带板材料关系很大,这里就不做分析
总之,无源互调对无源器件和通信系统的研究人员来说都是一个课题。本文仅是作者实际工作中的一些心得,仅供业界同行交流和参考。